في مجال معالجة البلاستيك ، تلعب أجهزة التطويق دورًا حاسمًا. وعناصر المسامير في أجهزة التطويق هي واحدة من المكونات الأساسية التي تحدد تأثير التطويق.
أ. أهمية عناصر خرطوشة الطحن
أجهزة التطويق تدفع المواد الخام البلاستيكية إلى الأمام من خلال المسامير الدورانية وتسخين المواد الخام وتخليطها وتبليستيكها في هذه العملية.تصميم عناصر المسمار يؤثر بشكل مباشر على أداء أجهزة الطحن، بما في ذلك الإنتاج والجودة واستهلاك الطاقة.
II. أنواع وخصائص عناصر الخلط
عنصر ZME
عناصر ZME تستخدم بشكل رئيسي لخلط التوزيع. يمكنها خلط مواد مختلفة في البلاستيك الذوبان باستخدام أشكال خاصة.
هذا النوع من العناصر عادة ما يكون له كفاءة عالية في الخلط ويمكن أن يحسن بشكل فعال من توحيد المنتجات.
عنصر TME
عناصر TMEهي أيضا نوع من عنصر المسمار للخلط التوزيعي. خصوصيتها هي أنها يمكن أن تحقق نقل المواد السريع والخلط في الذوبان.
عادة ما تستخدم عناصر TME مع أنواع أخرى من عناصر المسمار لتحقيق تأثيرات خلط أفضل.
عنصر الشركات الصغيرة والمتوسطة
عناصر الشركات الصغيرة والمتوسطة ويمكن أن تولد قوى قشر عالية في البلاستيك الذوبان وتشتت بالكامل وخلط المواد.
عناصر الشركات الصغيرة والمتوسطة مناسبة للوقتات التي تتطلب متطلبات عالية للخلط، مثل معالجة البلاستيك عالي الأداء.
مجالات تطبيق عناصر الخلط
يتم تطبيق عناصر المسامير المختلطة بشكل رئيسي في المجالات التالية:
تعديل البلاستيك: في عملية تعديل البلاستيك ، تحتاج إلى خلط إضافات ومملآت مختلفة بالكامل مع مصفوفة البلاستيك.عناصر الخلط يمكن أن تحسن كفاءة الخلط وتضمن أن البلاستيك المعدل لديه أداء جيد.
إنتاج Masterbatch: Masterbatch هو نوع من جزيئات البلاستيك التي تحتوي على تركيزات عالية من الصبغات. في عملية الإنتاج ، تحتاج الصبغات إلى التشتت بالتساوي في مصفوفة البلاستيك.عناصر الخلط يمكن أن تحقق الخلط الفعال وضمان توحيد اللون من masterbatch.
معالجة البلاستيك الهندسي: عادةً ما يكون للبلاستيك الهندسي متطلبات أداء أعلى وتحتاج إلى خلط ودقة وتلوين.يمكن لعناصر الخلط تلبية احتياجات معالجة البلاستيك الهندسي وتحسين نوعية المنتج.
IV - اختيار وتحسين عناصر الخلط
عند اختيار عناصر الخلط ، يجب مراعاة العوامل التالية:
أنواع وخصائص المواد البلاستيكية: المواد البلاستيكية المختلفة لها سائلات ومتطلبات مختلطة مختلفة، لذلك يجب اختيار عناصر مختلطة مناسبة.
تكنولوجيا المعالجة: تتطلب تقنيات المعالجة المختلفة أيضًا متطلبات مختلفة لعناصر الخلط.العوامل مثل سرعة الطحن ودرجة الحرارة سوف تؤثر على تأثير الخلط.
متطلبات المنتج: اختر العناصر المختلطة المناسبة للتأكد من أن المنتج ذو الجودة المناسبة.
لتحسين تأثير الخلط، يمكن اتخاذ التدابير التالية:
الجمع بين أنواع مختلفة من العناصر المختلطة بشكل معقول: اختر العديد من العناصر المختلطة لاستخدامها معًا لتحقيق أقصى استفادة من نقاط قوتها.
ضبط سرعة المسمار ودرجة الحرارة: يُؤثر تغيير سرعة المسمار ودرجة الحرارة على كيفية ذوبان البلاستيك.
تحسين تصميم هيكل المسمار: تصميم هيكل المسمار له تأثير كبير أيضًا على تأثير الخلط.يمكن تحسين كفاءة الخلط عن طريق تحسين المعلمات مثل ارتفاع وعمق المسمار.
V. ملخص
الـعناصر الخلطمن خلال اختيار وتحسين هذه العناصر، يمكن تصنيع المنتجات البلاستيكية بمستوى أعلى للاستخدامات المختلفة.مع تقدم التكنولوجيا، وكذلك تصميم واستخدام هذه العناصر.
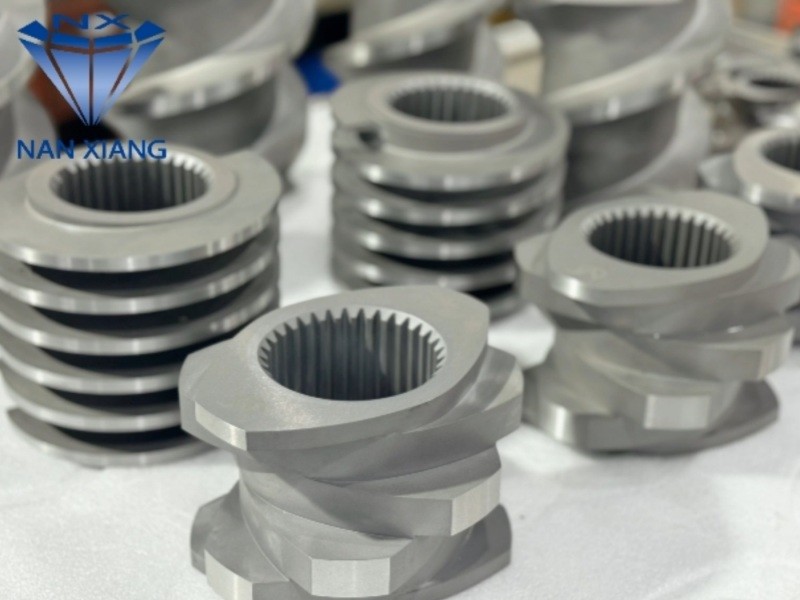
بلديعجلات الطحنتأتي بأحجام من Φ10 إلى Φ300، مما يسمح لنا بخدمة العديد من الصناعات والاحتياجات المختلفة.(نانشيانغ ماكينري)تستخدم المنتجات من قبل العلامات التجارية المعروفة مثل Coperion و Lerstritz و Berstorff و KOBE و JSW.
لدينا معدات حديثة بما في ذلك آلات طحن CNC ، آلات طحن نصف تلقائية ، مراكز التصنيع ، محولات الدقة وأجهزة الطحن ، إلخ.
مصنعين من صلب عالي الجودة 40CrNiMoA، وهو متين وصلب مع تصنيف HRC45.والصلب المشدّد للأدوات للاحتياجات الخاصة.
نحن نستخدم أجهزة القطع عالية الجودة لإنشاء أسفلينات دقيقة، بما في ذلك مفاتيح مستطيلة وأسفلينات متداخلة، مما يضمن تناسبًا ضيقًا، ومقاومة قوية للقلب، وأقل فجوة للجميع المثالي.
خدمات المخزون الكبير والخدمات المخصصة
لدينا الآلاف من تصاميم العمود والعديد من الأدوات المتخصصة، مما يسمح لنا بتلبية احتياجات العملاء بسرعة.لضمان تناسب مثالي لأي محرك طحن مزدوج المسامير.
تم تصميم عمودنا للإنبساط في بيئات صعبة سواء في البلاستيك أو الأدوية
الاستنتاج
نحن نركز على تصنيع قطع الغيار عالية الجودة لمساعدة عملائنا على العمل بشكل أكثر إنتاجية. مع تصنيعنا الحديث والمواد العليا، عمودنا موثوقة وفعالة من حيث التكلفة.
البثقهي نوع من عمليات تشكيل الدفعات. في هذه العملية، يتم ضغط أو ضغط قطعة العمل المعدنية من خلال فتحة القالب لتحقيق شكل مقطع عرضي معين.
باختصار، البثق عبارة عن عملية معالجة معدنية تتضمن دفع المعدن عبر ثقب القالب تحت ضغط متزايد لضغط مقطعه العرضي.
بفضل تطور تكنولوجيا البثق، بدأ العالم يعتمد على البثق لإنتاج القضبان والأنابيب والمقاطع المجوفة أو الصلبة بأي شكل من الأشكال.
نظرًا لأن هذه العملية تتضمن دفع أو سحب المادة الفارغة خلال القالب، فإن القوة المطلوبة لبثق المادة الفارغة تكون كبيرة جدًا. البثق الساخن هو الطريقة الأكثر استخدامًا لأن مقاومة التشوه للمعادن تكون أقل عند درجات الحرارة المرتفعة، في حين يتم إجراء البثق البارد عادة فقط على المعادن اللينة.
تاريخ:
على الرغم من أن مفهوم البثق ولد من عملية التشكيل. وفقا للسجلات، في عام 1797، تقدم مهندس يدعى جوزيف براما بطلب للحصول على براءة اختراع لعملية البثق. شمل الاختبار التسخين المسبق للمعدن ومن ثم دفعه عبر تجويف القالب لتصنيع الأنابيب من الفراغ. استخدم المكبس اليدوي لدفع المعدن.
اخترع برامه العملية الهيدروليكية بعد اختراع الطارد. بعد ذلك، قام توماس بور بدمج تقنيات مختلفة باستخدام تكنولوجيا الضغط الهيدروليكي وتكنولوجيا البثق الأساسية لإنتاج الأنابيب (المجوفة). كما حصل على براءة اختراع في عام 1820.
ثم أصبحت هذه التكنولوجيا حاجة أساسية للعالم المتطور باستمرار، وهذه العملية لا تصلح للمعادن الصلبة. في عام 1894، قدم توماس بور عملية بثق النحاس وسبائك النحاس، مما أدى إلى تطور تكنولوجيا البثق.
منذ اختراع تكنولوجيا البثق، تطورت هذه العملية إلى تقنيات متعددة قادرة على إنتاج منتجات ذات هياكل معقدة مختلفة بأقل تكلفة ممكنة.
تصنيف أو أنواع عمليات البثق:
1.عملية البثق الساخن:
في عملية البثق الساخنة هذه، تتم معالجة المادة الفارغة عند درجة حرارة أعلى من درجة حرارة إعادة البلورة. هذه المعالجة الساخنة يمكن أن تمنع قطعة العمل من التصلب وتجعل من السهل على آلة الضغط دفعها خلال القالب.
عادة ما يتم تنفيذ البثق الساخن على مكبس هيدروليكي أفقي. يمكن أن يتراوح الضغط المتضمن في هذه العملية من 30 ميجا باسكال إلى 700 ميجا باسكال. من أجل الضغط العالي السليم، يتم اعتماد التشحيم. يتم استخدام الزيت أو الجرافيت كمواد تشحيم للمقاطع ذات درجة الحرارة المنخفضة، ويستخدم مسحوق الزجاج للمقاطع ذات درجة الحرارة العالية. توفير حرارة تتراوح بين 0.5 طن متري و 0.75 طن متري للفراغ للحصول على تشغيل عالي الجودة.
درجات حرارة البثق الساخنة للعديد من المواد شائعة الاستخدام هي كما يلي:
درجة حرارة المادة (درجة مئوية):
الألومنيوم 350 إلى 500، النحاس 600 إلى 1100، المغنيسيوم 350 إلى 450، النيكل 1000 إلى 1200، الفولاذ 1200 إلى 1300، التيتانيوم 700 إلى 1200، بولي كلوريد الفينيل 180 نايلون 290.
المزايا:
● يمكن التحكم في التشوه حسب الحاجة.
● لن يتم تقوية البليت بسبب تصلب العمل.
● يتطلب ضغطا أقل.
● يمكن أيضًا معالجة المواد ذات الشقوق المبكرة.
العيوب:
● سوء تشطيب السطح.
● سوف تتأثر دقة الأبعاد.
● تقليل عمر الحاوية.
● إمكانية الأكسدة السطحية.
2.النتوء البارد:
هذه هي عملية تشكيل المعدن عن طريق ضرب المعدن برصاصة. يتم هذا الضرب عن طريق لكمة أو لكمة في تجويف مغلق. يقوم المكبس بدفع المعدن عبر تجويف القالب، مما يحول الفراغ الصلب إلى شكل صلب.
في هذه العملية، يتم تشويه قطعة العمل عند درجة حرارة الغرفة أو أعلى قليلاً من درجة حرارة الغرفة.
للحصول على قدر كبير جدًا من القوة المطلوبة، يتم استخدام مكبس هيدروليكي قوي في هذه التقنية. يمكن أن يصل نطاق الضغط إلى 3000 ميجا باسكال.
المزايا:
● لا الأكسدة.
● زيادة قوة المنتج.
● تفاوتات أكثر صرامة.
● تحسين تشطيب السطح.
● يتم زيادة الصلابة.
العيوب:
● يتطلب قوة أكبر.
● مطلوب المزيد من الطاقة للتشغيل.
● لا يمكن معالجة المواد غير القابلة للسحب.
● يعتبر تصلب المواد المبثوقة بالإجهاد أحد القيود.
3.عملية البثق الدافئة:
البثق الدافئ هو عملية بثق الفراغات فوق درجة حرارة الغرفة وتحت درجة حرارة إعادة بلورة المادة. يتم استخدام هذه العملية في الحالات التي يجب فيها منع التغيرات الهيكلية الدقيقة للمادة أثناء البثق.
هذه العملية مهمة لتحقيق التوازن المناسب بين القوة والليونة المطلوبة. يمكن أن تتراوح درجة حرارة أي معدن يستخدم في هذه العملية من 424 درجة مئوية إلى 975 درجة مئوية.
المزايا:
● زيادة القوة.
● زيادة صلابة المنتج.
● قلة الأكسدة.
● يمكن تحقيق تفاوتات صغيرة جدًا.
العيوب:
● لا يمكن بثق المواد غير القابلة للسحب.
● بالإضافة إلى ذلك، يوجد جهاز للتدفئة.
4.قذف الاحتكاك:
في تقنية البثق الاحتكاكي، يُجبر الفراغ والحاوية على الدوران في اتجاهين متعاكسين. في نفس الوقت، يتم دفع المادة الفارغة عبر تجويف القالب أثناء التشغيل لإنتاج المادة المطلوبة.
تتأثر هذه العملية بسرعة الدوران النسبية بين الشحن والقالب. إن الحركة الدورانية النسبية للشحن والقالب لها تأثير مهم على العملية.
أولا، سوف يسبب كمية كبيرة من إجهاد القص، مما يؤدي إلى تشوه البلاستيك للفراغ. ثانيًا، سيتم توليد كمية كبيرة من الحرارة أثناء الحركة النسبية بين القالب الفارغ والقالب. ولذلك، ليست هناك حاجة للتسخين المسبق وتكون العملية أكثر كفاءة.
ويمكنه توليد أسلاك وقضبان وأنابيب مدمجة بشكل أساسي وغيرها من الأشكال الهندسية المعدنية غير الدائرية من شحنات سلائف مختلفة مثل المساحيق المعدنية والرقائق والنفايات المعالجة (الرقائق أو النشارة) أو الفراغات الصلبة.
المزايا:
● لا حاجة للتدفئة.
● يمكن أن يؤدي توليد إجهاد القص إلى تحسين قوة الكلال للمنتج.
● يمكن استخدام أي نوع من المواد كفراغ، مما يجعل هذه العملية اقتصادية.
● انخفاض مدخلات الطاقة.
● مقاومة أفضل للتآكل.
العيوب:
● الأكسدة المتوقعة.
● الإعداد الأولي العالي.
● الآلات المعقدة.
5.عملية البثق الجزئي:
كما يمكن فهمه من اسمها، تتضمن هذه العملية إنتاج منتجات في نطاق أقل من المليمتر.
على غرار البثق الكلي، يتم هنا دفع المادة الفارغة عبر فتحة القالب لإنتاج الشكل المتوقع على المادة الفارغة. يمكن أن يمر الإخراج عبر مربع 1 مم.
يعد البثق الجزئي الأمامي أو المباشر والعكس أو غير المباشر من التقنيات الأساسية المستخدمة في هذا العصر لإنتاج المكونات الدقيقة. في البثق الجزئي للأمام، يقوم المكبس بدفع المادة الفارغة للمضي قدمًا. اتجاه حركة الفراغ هو نفسه. في البثق الجزئي العكسي، تكون اتجاهات حركة المكبس والفراغ معاكسين. يستخدم البثق الجزئي على نطاق واسع في إنتاج مكونات الأجهزة الطبية القابلة للامتصاص والقابلة للزرع، بدءًا من الدعامات القابلة للامتصاص الحيوي إلى أنظمة الإطلاق التي يتم التحكم فيها بواسطة الأدوية. في المجال الميكانيكي، يمكن ملاحظة التطبيقات على نطاق واسع في تصنيع التروس الصغيرة والأنابيب الدقيقة والجوانب الأخرى.
المزايا:
● يمكن عمل مقاطع عرضية معقدة للغاية.
● يمكن صنع عناصر صغيرة.
● تحسين التحمل الهندسي.
العيوب:
● يمثل تصنيع قالب صغير وحاوية لتلبية احتياجاتنا تحديًا.
● مطلوب العمال المهرة.
6.البثق المباشر أو الأمامي:
في عملية البثق المباشر، يتم أولاً وضع المعدن الفارغ في حاوية. تحتوي الحاوية على فتحة تشكيل. يتم استخدام المكبس لدفع المعدن الفارغ عبر فتحة القالب لتصنيع المنتج.
في هذا النوع يكون اتجاه تدفق المعدن هو نفس اتجاه حركة المكبس.
عندما يتم إجبار المادة الفارغة على التحرك نحو فتحة القالب، سيتم إنشاء كمية كبيرة من الاحتكاك بين السطح الفارغ وجدار الحاوية. بسبب وجود الاحتكاك، يجب زيادة قوة المكبس بشكل كبير، وبالتالي استهلاك المزيد من الطاقة.
في هذه العملية، من الصعب جدًا بثق المعادن الهشة مثل سبائك التنغستن والتيتانيوم لأنها سوف تنكسر أثناء هذه العملية. يعزز التوتر طوال العملية التكوين السريع للشقوق الصغيرة، مما يؤدي إلى الكسر.
من الصعب بثق المعادن الهشة مثل سبائك التنغستن والتيتانيوم لأنها سوف تنكسر أثناء المعالجة. يؤدي التوتر إلى تشكل شقوق صغيرة بسرعة، مما يؤدي إلى الكسر.
بالإضافة إلى ذلك، فإن وجود طبقة أكسيد على سطح الفراغ سيؤدي إلى تفاقم الاحتكاك. قد تسبب طبقة الأكسيد هذه عيوبًا في المنتج المبثوق.
للتغلب على هذه المشكلة، يتم وضع كتلة وهمية بين البوابة وفراغ العمل للمساعدة في تقليل الاحتكاك.
ومن الأمثلة على ذلك الأنابيب والعلب والأكواب والتروس والأعمدة وغيرها من المنتجات المبثوقة.
تظل بعض أجزاء الفراغ دائمًا في نهاية كل عملية قذف. ويسمى بعقب. قم بقطعه عن المنتج فورًا عند مخرج القالب.
المزايا:
● يمكن لهذه العملية أن تنتج قطع عمل أطول.
● تحسين الخواص الميكانيكية للمادة.
● تشطيب سطحي جيد.
● كلاً من البثق الساخن والبارد ممكن.
● قادرة على العمل بشكل مستمر.
العيوب:
● لا يمكن بثق المعادن الهشة.
● قوة كبيرة ومتطلبات طاقة عالية.
● إمكانية الأكسدة.
7.البثق غير المباشر أو العكسي:
في عملية البثق العكسي هذه، يظل القالب ثابتًا بينما يتحرك الفراغ والحاوية معًا. يتم تركيب القالب على المكبس بدلاً من الحاوية.
يتدفق المعدن من خلال فتحة القالب الموجودة على جانب المكبس في الاتجاه المعاكس لحركة المكبس عند ضغط الفراغ.
عندما يتم ضغط المادة الفارغة، سوف تمر المادة بين الشياق وبالتالي من خلال فتحة القالب.
وبما أنه لا توجد حركة نسبية بين الفراغ والحاوية، فلا يتم تسجيل أي احتكاك. بالمقارنة مع البثق المباشر، فإن هذا يعمل على تحسين العملية ويؤدي إلى استخدام قوة كباس أقل من البثق المباشر.
للحفاظ على القالب ثابتًا، يتم استخدام "قضيب" أطول من طول الحاوية. تحدد قوة عمود القضيب الطول النهائي والحد الأقصى للبثق. نظرًا لأن الفراغ يتحرك مع الحاوية، يتم التخلص من جميع الاحتكاكات بسهولة.
المزايا:
● يتطلب قوة قذف أقل.
● يمكن أن يقذف مقاطع عرضية أصغر.
● تقليل الاحتكاك بنسبة 30%.
● زيادة سرعة التشغيل.
● يتم تسجيل تآكل قليل جدًا.
● نظرًا لتدفق المعدن الأكثر اتساقًا، تقل احتمالية حدوث عيوب البثق أو المناطق الحلقية الخشنة.
العيوب:
● المقطع العرضي للمادة المبثوقة محدود بحجم القضيب المستخدم.
● إمكانية وجود إجهاد متبقي بعد البثق.
● يمكن أن تؤثر الشوائب والعيوب على تشطيب السطح وتؤثر على المنتج.
8.البثق الهيدروستاتيكي:
في عملية البثق الهيدروستاتيكي، يُحاط الفراغ بالسائل الموجود في الحاوية، ويتم دفع السائل نحو الفراغ عن طريق الحركة الأمامية للمكبس. بسبب وجود سائل عديم الاحتكاك داخل الحاوية، يكون هناك احتكاك قليل جدًا عند فتحة القالب.
عند ملء فتحة الحاوية، لن يتم إزعاج الفراغ لأنه يتعرض لضغط هيدروستاتيكي موحد. يؤدي هذا إلى إنتاج فراغات بنجاح بنسبة كبيرة من الطول إلى القطر. حتى الملفات يمكن أن يتم بثقها بشكل مثالي أو أن تحتوي على مقاطع عرضية غير متساوية.
الفرق الرئيسي بين البثق الهيدروستاتيكي والبثق المباشر هو أنه لا يوجد اتصال مباشر بين الحاوية والفارغ أثناء عملية البثق الهيدروستاتيكي.
هناك حاجة إلى سوائل وعمليات خاصة عند العمل في درجات حرارة عالية.
عندما تتعرض المادة للضغط الهيدروستاتيكي ولا يوجد احتكاك، تزداد ليونتها. ولذلك، قد تكون هذه الطريقة مناسبة للمعادن التي تكون هشة للغاية بالنسبة لطرق البثق النموذجية.
تستخدم هذه الطريقة للمعادن المرنة وتسمح بنسبة ضغط عالية.
المزايا:
● المنتج المبثوق له تأثير تلميع سطحي ممتاز وأبعاد دقيقة. ● لا توجد مشكلة الاحتكاك.
● تقليل متطلبات القوة.
● لا يوجد أي فراغ متبقي في هذه العملية.
● تدفق المواد موحدة.
العيوب:
● عند التشغيل في درجات حرارة عالية، يجب استخدام سوائل وإجراءات خاصة.
● قبل العمل، يجب إعداد كل قطعة فارغة وتضييقها من أحد طرفيها.
● من الصعب السيطرة على السائل.
9.قذف التأثير:
يعتبر البثق الصدمي طريقة رئيسية أخرى لإنتاج المقاطع المعدنية المبثوقة. بالمقارنة مع عمليات البثق التقليدية التي تتطلب درجات حرارة عالية لتليين المواد، فإن البثق الصدمي عادة ما يستخدم الفراغات المعدنية الباردة. يتم بثق هذه الفراغات تحت ضغط عالي وكفاءة عالية.
أثناء عملية البثق التقليدية، يتم وضع كتلة مشحمة بشكل صحيح في تجويف القالب ويتم ضربها بواسطة لكمة في ضربة واحدة. يؤدي هذا إلى تدفق المعدن للخلف حول المثقاب عبر الفجوة بين القالب والمثقب.
هذه العملية مناسبة أكثر للمواد اللينة مثل الرصاص أو الألومنيوم أو القصدير.
يتم تنفيذ هذه العملية دائمًا في حالة باردة. تتيح عملية التأثير الخلفي جدرانًا رقيقة جدًا. على سبيل المثال، صناعة أنابيب معجون الأسنان أو حافظات البطاريات.
يتم إجراؤه بسرعة أكبر وبضربة أقصر. بدلاً من الضغط، يتم استخدام ضغط الصدم لبثق المادة الفارغة خلال القالب. من ناحية أخرى، يمكن تنفيذ التأثير عن طريق البثق للأمام أو للخلف أو مزيج من الاثنين معًا.
المزايا:
● انخفاض الحجم بشكل ملحوظ.
● عملية سريعة. يتم تقليل وقت المعالجة بنسبة تصل إلى 90%.
● زيادة الإنتاجية.
● تحسين سلامة التسامح.
● توفير ما يصل إلى 90% من المواد الخام.
العيوب:
● يتطلب قوى ضغط عالية جدًا.
● حجم الفراغ هو قيد.
العوامل المؤثرة على قوة البثق:
● درجة حرارة العمل.
● تصميم المعدات أفقياً أو رأسياً.
● نوع النتوء.
● نسبة النتوء.
● كمية التشوه.
● معلمات الاحتكاك.
تطبيقات أو استخدامات عملية البثق:
● تستخدم على نطاق واسع في إنتاج الأنابيب والأنابيب المجوفة. وتستخدم أيضا في إنتاج المواد البلاستيكية.
● يتم استخدام عملية البثق لإنتاج الإطارات والأبواب والنوافذ، وما إلى ذلك في صناعة السيارات.
● يستخدم معدن الألمنيوم في الأعمال الإنشائية في العديد من الصناعات.